

Soluție pentru puntea WPC Probleme de embosare online
Soluție pentru puntea WPC Probleme de embosare online
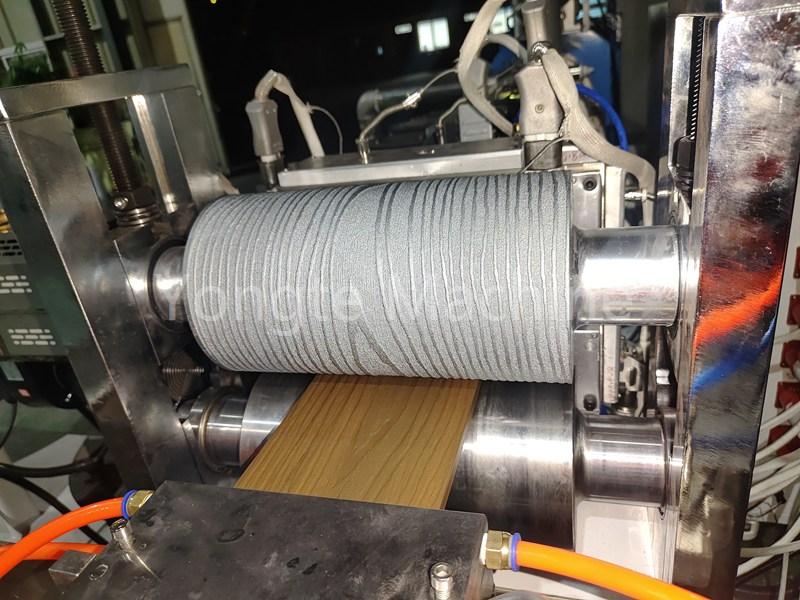
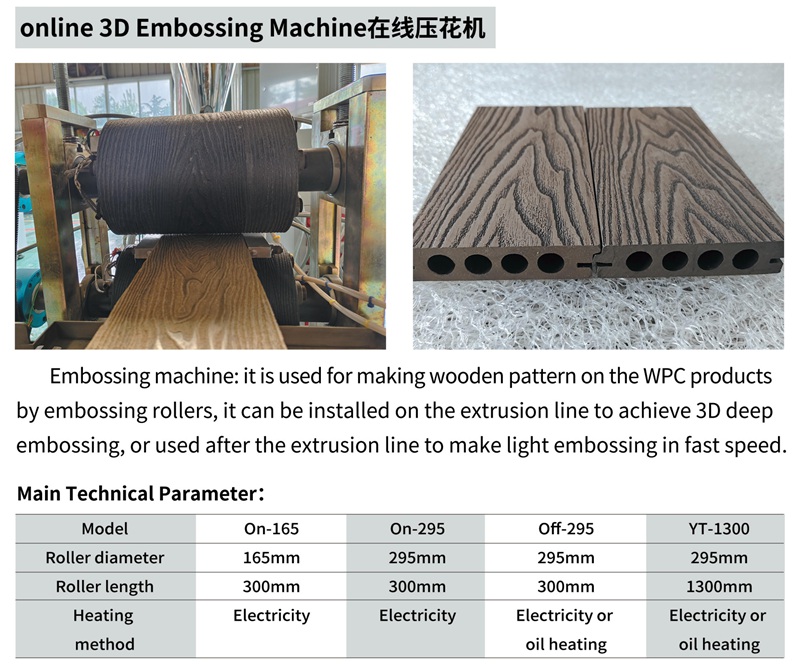
Atunci când produceți puntea WPC, embosarea online este foarte importantă pentru calitatea produsului, dar mulți operatori se confruntă cu probleme în timpul producției, rezultând fie modele încețoșate, fie adâncimi de reliefare inegale.
Nu vă panicați! Astăzi, Yongte va împărtăși cu voi „Kit de prim ajutor” profesionist. După ce ați citit-o, puteți înțelege direct puntea WPC de înaltă calitate! De fapt, atâta timp cât stăpânești punctele cheie, scena de rollover poate fi, de asemenea, transformată superb! În continuare, inginerii Yongte vă vor învăța pas cu pas pentru a transforma „Scena Rollover” în „Plafonul aspectului”!

Modelul neclar de pe suprafața pardoselii din lemn din lemn poate fi cauzat de mulți factori, cum ar fi materiile prime, procesul de producție, matrițele de echipamente, etc. Următoarele sunt motive și soluții specifice:
I. Probleme de materii prime
1.. Raportul de materie primă nerezonabilă
Motiv:
Conținutul fibrelor vegetale, cum ar fi pulberea de lemn/pulberea de bambus este prea mare, sau proporția de substraturi din plastic (cum ar fi PE, PVC) este prea scăzută, ceea ce duce la o fluiditate slabă a amestecului și dificultăți în umplerea detaliilor modelului de matriță.
Prea mult umplutură (cum ar fi carbonatul de calciu) poate reduce plasticitatea topiturii și poate provoca presare neclară a modelului.
Sugestii de soluție:
Optimizați raportul de formulă și creșteți în mod corespunzător conținutul de substrat de plastic (cum ar fi raportul PE/PVC a crescut la 40%~ 60%) pentru a se asigura că topirea are o fluiditate bună la temperatură ridicată.
Controlați cantitatea de umplutură sau utilizați materiale de umplutură cu o dimensiune mai fină a particulelor (cum ar fi carbonatul de calciu nano) pentru a îmbunătăți uniformitatea amestecului.
2. Efectul de topire a materiei prime slabe
Motiv:
Temperatura de procesare este insuficientă, plasticul nu este complet topit, iar combinația cu fibra nu este strânsă, iar textura matriței nu poate fi transmisă complet în timpul presului.
Conținutul de umiditate al materiilor prime este prea mare (în special pulberea de lemn), iar vaporii de apă sunt generate la temperaturi ridicate, ceea ce duce la bule de suprafață sau modele încețoșate.
Sugestii de soluție:
Creșteți temperatura extruderului (cum ar fi creșterea temperaturii secțiunii de topire cu 5 ~ 10 ℃) pentru a vă asigura că plasticul este complet plasticizat și, în același timp, evitați degradarea materialelor cauzate de temperatura excesivă.
Uscați materiile prime din fibră, cum ar fi pulberea de lemn (conținutul de umiditate este controlat sub 3%), care poate fi tratat în prealabil prin echipamente de uscare.

Ii. Probleme de proces de producție
1.. Presiune insuficientă de extrudare
Motiv:
Viteza șurubului extruder este prea scăzută sau șurubul este purtat, ceea ce duce la o presiune insuficientă de topire și nu poate umple eficient canelura modelului de matriță.
Proiectarea canalului de flux de mucegai este nerezonabilă (cum ar fi secțiunea de intrare este prea largă, raportul de compresie este insuficient), ceea ce duce la pierderi excesive de presiune.
Sugestii de soluție:
Creșteți în mod corespunzător viteza șurubului (cum ar fi creșterea a 10 ~ 20r/min) sau înlocuiți șurubul/butoiul purtat pentru a crește presiunea de livrare a topiturii.
Optimizați structura matriței, creșteți lungimea secțiunii de compresie sau reglați raportul de compresie al canalului de debit (cum ar fi de la 2: 1 la 3: 1) pentru a asigura o presiune suficientă la model.
2.. Controlul necorespunzător în reliefare și răcire
Motiv:
Distanța dintre role de embosare și priza extruderului este prea departe, topirea se răcește prea repede și este dificil să extrageți un model clar după ce suprafața se întărește.
Temperatura rolei de relief este prea mare sau prea scăzută: temperatura prea ridicată poate provoca cu ușurință deformarea modelului; Temperatura prea scăzută va face ca topirea să se răcească rapid și modelul este incomplet.
Viteza de răcire este inegală, iar modelul local este estompat din cauza contracției rapide.
Sugestii de soluție:
Reduceți distanța dintre stația de embosare și extruder (se recomandă să fie controlată în 50 ~ 100cm) pentru a vă asigura că topirea este în cea mai bună stare de plastic.
Controlează precis temperatura rolei de relief (de obicei cu 20 ~ 30 ℃ mai mică decât temperatura de topire), care poate fi reglată în timp real prin sistemul de control al temperaturii.
Optimizați sistemul de răcire și utilizați mai întâi răcirea segmentată (cum ar fi răcirea aerului și apoi răcirea apei) pentru a asigura răcirea uniformă a suprafeței și pentru a evita deformarea rapidă a răcirii.
Iii. Echipamente și probleme cu role de relief
1. Defecte de uzură sau de design de reliefare
Motiv:
După utilizarea pe termen lung, marginea rolei de relief este purtată și contolată, ceea ce duce la un sens tridimensional insuficient al modelului în relief.
Adâncimea modelului este prea superficială (cum ar fi <0,3 mm) sau unghiul este prea mare (cum ar fi unghiul de tei> 60 °) și este dificil pentru topirea să umple detaliile vârfului.
Sugestii de soluție:
Verificați în mod regulat uzura rolei de relief, mențineți -o sau înlocuiți -o la timp pentru a asigura marginea ascuțită a modelului.
Optimizați designul modelului de role de relief: adâncimea este recomandat să fie de 0,5 ~ 1,0 mm, iar unghiul de tei este controlat la 45 ° ~ 55 ° pentru a facilita umplerea și demorarea topiturii.
2..
Motiv:
Rugozitatea de suprafață a rolei de relief nu este suficientă (cum ar fi valoarea RA> 1,6 μm), sau precizia de gravură a modelului este scăzută (cum ar fi rezoluția insuficientă de gravură laser), rezultând linii încețoșate.
Presiunea dintre role de embosare și rola de tracțiune este neuniformă (cum ar fi diferența de presiune stânga și dreaptă> 5%), ceea ce duce la o claritate parțială și la estomparea parțială a modelului.
Sugestii de soluție:
Tratamentul la suprafață al rolei de relief (cum ar fi placarea cromată, lustruirea oglinzilor), controlul rugozității RA≤0,8 μm și utilizarea tehnologiei de gravură de înaltă precizie (cum ar fi gravura cu laser cu fibre, rezoluție ≤0,02mm).
Calibrați sistemul de presiune a rolelor de relief pentru a asigura o presiune uniformă pe părțile stângi și dreapta (eroare <2%), care poate fi monitorizată în timp real de senzorul de presiune.

Iv. Alți factori
1. Viteza de tracțiune prea rapidă
Motiv:
Viteza de tracțiune nu se potrivește cu viteza de extrudare (cum ar fi viteza de tracțiune> viteza liniei de extrudare 15%), ceea ce duce la întinderea excesivă a topiturii în timpul reliefului și aplatizarea detaliilor modelului.
Sugestii de soluție:
Reglați viteza de tracțiune, astfel încât viteza liniei de tracțiune să corespundă vitezei de extrudare (eroare ≤5%), care poate fi controlată de legătura invertorului.
2. Utilizarea necorespunzătoare a lubrifiantului
Motiv:
Adăugarea excesivă de lubrifiant (cum ar fi mai mult de 1,5%) face ca suprafața topiturii să fie prea netedă, ușor de alunecat în timpul reliefului și dificil de format modele.
Soluţie:
Reduceți cantitatea de lubrifiant (cum ar fi controlul acesteia în 0,5%~ 1,0%) sau înlocuiți -l cu un lubrifiant intern cu o compatibilitate mai bună (cum ar fi stearatul glicerilului) pentru a evita afectarea aderenței topite.
Pentru a rezuma, rezolvarea problemei embrărării online necesită mai multe aspecte. Găsiți cauza principală și rezolvați -o în funcție de situația reală de producție. Apoi, puteți produce în mod stabil puntea WPC de înaltă calitate și frumoasă. Dacă aveți nevoi, vă rugăm să contactați echipa de inginerie Yongte pentru a vă ajuta să rezolvați diverse probleme în producția de WPC Decking online.
