

Cum se rezolvă problema suprafeței brute a panourilor de ușă WPC extrudate?
Cum se rezolvă problema suprafeței brute a panourilor de ușă WPC extrudate?
Atunci când produceți panouri de uși WPC din lemn din lemn, planeitatea de suprafață este foarte importantă pentru calitatea panourilor ușilor WPC. Cu toate acestea, multe fabrici de uși din lemn din lemn sunt neputincioase în fața problemei că suprafața panourilor ușilor WPC extrudate este aspră și plictisitoare în timpul producției. Astăzi, echipa Yongte Engineer oferă o analiză și o soluție specifică pentru această problemă.
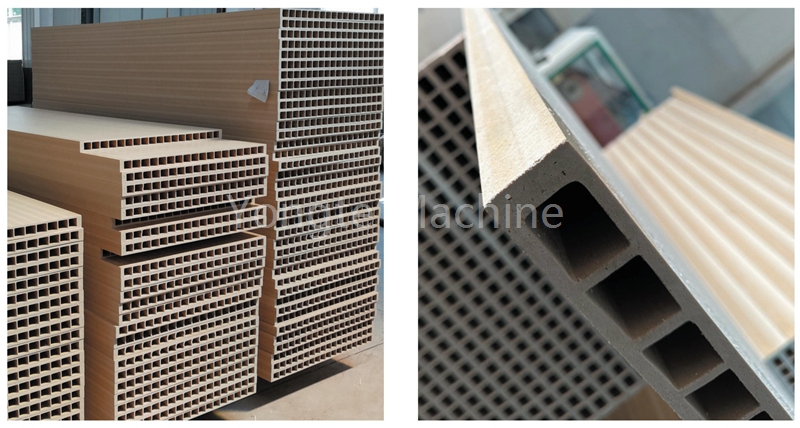
Panoul ușii WPC din lemn extrudat este dur și fără luciu, ceea ce se poate datora problemelor în formula materiei prime, parametrii procesului, starea echipamentului sau răcirea și modelarea.
Următoarele sunt analiza și soluțiile specifice cauzei:
I. Analiza cauzei posibile
1. Problema formulei de materii prime
· Raportul dintre rășină și umplutură este dezechilibrat
· Dacă conținutul de pulbere de lemn/umplutură de fibre este prea mare (cum ar fi mai mult de 60%), rășina nu este suficientă pentru a înfășura particulele de umplutură, rezultând o suprafață neuniformă.
· Indicele de topire (MI) de rășină este prea scăzut, iar fluiditatea este slabă, astfel încât nu poate umple uniform diferența de umplere.
· Adăugarea necorespunzătoare de aditivi
· Lubrifiant insuficient: adăugarea insuficientă de lubrifianți interni (cum ar fi acidul stearic, parafina), vâscozitatea cu topire ridicată, plastizarea slabă a materialelor, suprafața aspră.
· Lipsa agentului lucios: nu se adaugă un ester acrilic, ceară de polietilenă și alți îmbunătățitori de luciu sau cantitatea este insuficientă (de obicei 0,2-0,5 părți)
· Stabilizator excesiv: poate fi precipitată la suprafață (cum ar fi sarea de plumb, calciul și zincul), cum ar fi sarea de plumb, calciul și zincul), afectând luciul.
· Pretratarea insuficientă a materialului de ambalare
· Conținutul de umiditate al pulberii de lemn este prea mare (> 5%), iar vaporii de apă este produs în timpul extrudării, rezultând bule sau pete la suprafață; Dacă nu este efectuat tratamentul de cuplare (cum ar fi silan sau titanat), interfața dintre umplutură și rășină este slab combinată și este ușor să cadă.
2. Parametrii procesului de extrudare sunt nerezonabile
· Controlul necorespunzător al temperaturii
· Temperatură scăzută: rășina nu este topită complet, amestecul cu umplutură este inegal și proeminențele granulare apar la suprafață.
· Temperatură ridicată: degradarea rășinii sau carbonizarea de umplutură, suprafața gri, fără luciu (referință: bază de PVC recomandată 160-190℃, Baza PE/PP 180-220℃)
· Viteza și presiunea șurubului sunt anormale
· Dacă viteza șurubului este prea rapidă (cum ar fi> 60R/min), acțiunea de forfecare este puternică, ceea ce duce la supraîncălzirea locală sau la degradarea materialului; Dacă viteza șurubului este prea lentă, plastizarea este insuficientă și suprafața este aspră.
· Dacă presiunea mucegaiului este prea scăzută (cum ar fi <10MPa), topirea nu este complet umplută, iar suprafața nu are strălucire compactată.
3. Probleme pentru echipamente și mucegai
· Șurubul este purtat sau designul nu este rezonabil
· Șurubul și decalajul șurubului este prea mare (> 3mm), timpul de retenție al materialului este lung, iar plastifierea nu este uniformă; Raportul de compresie este insuficient (cum ar fi <2: 1), ceea ce duce la o densitate slabă de topire.
· Defect al alergătorului de mucegai
· Peretele interior al canalului de curgere este dur și are colțuri moarte, astfel încât materialul să fie păstrat și carbonizat; Proiectarea ieșirii de matriță este nerezonabilă (cum ar fi secțiunea dreaptă este prea scurtă), astfel încât topirea se extinde serios de la matriță și suprafața nu este netedă.
· Filtrul este înfundat
· Dacă numărul de plasă a filtrului este prea mare (cum ar fi> 80) sau timpul de utilizare este prea lung, rezistența la flux a materialului este mare, ceea ce duce la fluctuații de presiune și defecte de suprafață.
4. Probleme de răcire și setare
· Rata de răcire este prea rapidă sau prea lentă
· Dacă temperatura apei de răcire este prea scăzută (cum ar fi <10℃), topirea va fi solidificată rapid și suprafața nu va fi complet nivelată; Dacă temperatura apei este prea mare (cum ar fi> 30℃), setarea va fi insuficientă, iar suprafața va fi ușor zgâriată sau aspră.
· Designul mânecii fixe este nerezonabil
· Distanța dintre mâneca fixă și matriță este prea mare, astfel încât topirea se înfundă și deformele; Distribuția canalelor de apă de răcire internă nu este uniformă, ceea ce duce la o răcire locală inconsistentă.
· Viteza de tracțiune nu se potrivește cu viteza de extrudare
· Dacă viteza de tracțiune este prea rapidă, placa ușii va fi întinsă și subțiată, iar suprafața va apărea coaja portocalie; Dacă este prea lentă, acumularea va duce la o suprafață aspră.
2. Soluții
1. Optimizați formula materiei prime
· Reglați raportul dintre rășină și umplutură
· Reduceți conținutul de pulbere de lemn la 50%-55%, creșteți doza de rășină (cum ar fi baza PE/PP de la 30%la 35%), îmbunătățiți acoperirea; Selectați rășină MI ridicată (cum ar fi MI = 8-12G/10min PE), îmbunătățiți fluiditatea.
· Adăugarea rezonabilă de aditivi
· Lubrifiant: Creșteți cantitatea de lubrifiant intern (cum ar fi acidul stearic de la 0,3 părți la 0,5 părți) sau adăugați lubrifiant compus (cum ar fi stearatul butil de etilen EBS, 0,2-0,4 părți) pentru a reduce vâscozitatea topiturii.
· Agent de luciu: Adăugați ceară de polietilenă (0,3-0,5 părți) sau agent de luciu acrilic (0,2 părți) pentru a îmbunătăți luciul de suprafață.
· Agent de cuplare: Pulberea de lemn este tratată în prealabil cu agentul de cuplare silan (cum ar fi KH-550,0,5-1,0 părți) pentru a îmbunătăți forța de lipire interfațială și a reduce vărsarea umpluturii.
· Controlați conținutul de umiditate și finețea ambalajului
· Pulberea de lemn este uscată până la conținutul de umiditate <3%, iar particulele grosiere sunt îndepărtate prin cernește (se recomandă ca dimensiunea particulelor <80)
2. Reglați parametrii procesului de extrudare
· Optimizați setarea temperaturii
· Modul „încălzire în trepte” este adoptat, cum ar fi setarea temperaturii în patru etape din PVC de 165℃ (secțiunea de alimentare)→175℃ (secțiunea de compresie)→185℃ (Secțiunea de topire)→180℃ (secțiune de matriță), pentru a se asigura că rășina este complet plasticulată și nu este degradată.
· Dacă suprafața este aspră din cauza plastifizării insuficiente, temperatura secțiunii de topire poate fi crescută cu 5-10℃; Dacă este degradat din cauza supraîncălzirii, temperatura trebuie scăzută și timpul de ședere scurtat.
· Potriviți viteza șurubului cu viteza de tracțiune
· Viteza șurubului este controlată la 40-50R/min, iar raportul dintre viteza de tracțiune și viteza de extrudare este 1,1-1.3: 1. Uniformitatea grosimii plăcii ușii este reglată prin observație.
· Crește presiunea mucegaiului
· Înlocuiți filtrul de plasă mai mare (cum ar fi 60 ochiuri de plasă până la 80 de plasă) sau reduceți decalajul de matriță, astfel încât topirea să fie complet compactată sub presiune ridicată (presiune țintă 12-15MPa)
3. Inspectați echipamentele și matrițele
· Verificați uzura șurubului și a butoiului
· Măsurați decalajul dintre șurub și butoi, dacă depășește 3 mm, înlocuiți șurubul sau butoiul pentru a vă asigura că raportul de compresie este de 2,5-3: 1 pentru a îmbunătăți efectul de plasticizare.
· Mucegaiul de lustruire și moare
· Peretele interior al alergătorului de mucegai este lustruit cu o oglindă (rugozitate RA <0,8μm) pentru a elimina colțurile moarte; Secțiunea dreaptă a matriței este extinsă la 10-15 ori mai mare decât diametrul conductei pentru a reduce expansiunea departe de matriță.
· Curățați filtrul
· Înlocuiți ecranul filtrului în mod regulat (este recomandat să -l verificați la fiecare 4 ore) și îndepărtați materialul carbonizat reținut.
4. Îmbunătățiți procesul de răcire și modelare
· Optimizați temperatura și debitul apei de răcire
· Temperatura apei cu mânecă fixă este controlată la 15-25℃, iar debitul este de 5-8l/min. Răcirea segmentată (temperatura apei din secțiunea din față este ușor mai mare, iar temperatura apei din secțiunea din spate este mai mică) este adoptată pentru a evita răcirea bruscă, ceea ce duce la o tensiune de suprafață neuniformă.
· Reglați poziția mânecii în formă și tensiunea tracțiunii
· Distanța dintre mâneca de modelare și matriță este scurtată la 5-10mm pentru a asigura modelarea în timp util a topiturii; Mașina de tracțiune aplică o ușoară tensiune (aproximativ 5-10N) pentru a evita deformarea de întindere.
· Adăugați procesul de tratare a suprafeței
· Imediat după extrudare, se aplică un strat subțire de emulsie de parafină sau la lac clar poliuretan prin lustruire sau dispozitiv de acoperire pentru a îmbunătăți luciul și netezimea suprafeței.
3. Prevenire și întreținere zilnică
1. Stabilirea unei baze de date de rețete și procese
· Înregistrați cea mai bună temperatură, presiune, viteză de tracțiune și alți parametri corespunzătoare diferitelor raporturi de materii prime pentru reglarea rapidă.
2. Mențineți echipamentul în mod regulat
· Curățați butoiul extruder și mucegaiul în fiecare săptămână, verificați sistemul de control al temperaturii și circuitul de apă de răcire în fiecare lună pentru a asigura o funcționare stabilă.
3. Prima piesă de inspecție și monitorizare a proceselor
· După pornirea mașinii, luați prima piesă și testați -o cu un contor de rugozitate (țintă RA <3.2μm) și contor de luciu (ținta 60° Gloss> 30gu) și reglați parametrii în timp.
Prin măsurile de mai sus, calitatea suprafeței panourilor ușilor din lemn din lemn poate fi îmbunătățită eficient pentru a obține standarde de aspect netede și lustroase.